
¿Quién es Fenco?
«Inventora de soluciones», con más de 35 años de experiencia en el campo de las plantas alimentarias. Gracias a este conocimiento, han desarrollado un método propio que asegura un ciclo de producción eficiente para cada cliente y les permite crear soluciones personalizadas para el procesamiento de tomates, frutas y verduras. Su excelencia fue reconocida con el premio «Excellence of the Year Award for Innovation & Leadership Solutions for the Agri-food Industry».
Lineas de Procesamiento
Tomates

Pasta de tomate
Diseñamos líneas capaces de producir hasta 2,000 toneladas de pasta por día, con procesamiento Cold Break y Hot Break.

Tomates pelados enteros
Pelado mecánico o termofísico, hasta 50 toneladas por hora para productos finales de alta calidad.

Tomate en cubos con jugo
Líneas completas para obtener altos rendimientos con residuos reducidos.

Puré de tomate
Líneas rápidas y confiables para producir puré con cualidades únicas.

Jugo de tomate bebible
Extracción eficiente y envasado versátil en vidrio, brik o aséptico.
Frutas
El ciclo tecnológico de la empresa está diseñado para preservar las cualidades organolépticas, el color y el aroma de la fruta fresca. Sus máquinas procesan cualquier tipo de fruta, tanto continental como tropical, en productos terminados y semi-terminados, incluyendo:
puré natural o concentrado;
jugo con pulpa natural o pasta;
jugo concentrado claro.

Mermeladas y confituras
Tiempos de procesamiento más rápidos. Productos menos 'estresados'.

Fruta confitada
Transformamos la materia prima con procesos abiertos o al vacío.
Leche
La experiencia de la empresa Fenco también se ha extendido al procesamiento de leche y algunos de sus derivados. Sus procesos incluyen la recepción, filtración, tratamiento térmico y almacenamiento, así como la producción de plantas de concentración de leche para la posterior producción de leche en polvo. También cuentan con instalaciones UHT, esterilización y llenado aséptico de derivados o productos semi-terminados. La empresa también se encarga de la concentración de suero de leche, la cristalización de suero, y posee plantas de pasteurización y de rehidratación de leche en polvo, con la posibilidad de añadir sabor. Al igual que con todas sus plantas, la empresa utiliza un alto nivel de automatización, diseño higiénico, respeto por la materia prima e investigación para minimizar el consumo de energía y detergentes.
Productos formulados.
Gracias a los grandes productores internacionales que nos han confiado sus proyectos, hemos creado varias aplicaciones para el procesamiento de productos formulados, obteniendo un know-how único». «Estas plantas son las más complejas realizadas en la industria alimentaria porque, además del proceso en sí, se requiere una dosificación y un control precisos de los ingredientes.

Alimentos para bebés
Formulados con frutas o verduras, combinando varios concentrados y microingredientes. Procesados con bombas homogeneizadoras para asegurar la calidad del producto final.

Jugos y néctares
Elaborados con concentrados, jarabes y azúcares disueltos. La mezcla se homogeneiza bajo presión para lograr una textura y sabor consistentes en grandes producciones.

Mayonesa
Emulsión estable de aceite vegetal, huevo y vinagre. Se destaca por su textura homogénea y sabor distintivo, con sólidos en suspensión y control térmico preciso.

Salsas a base de tomate
Preparadas con sofrito y una base de tomate. Se utilizan mezclas de puré y concentrado, junto a vegetales y especias, todo integrado en equipos multifunción.

Salsas blancas
A base de leche o queso. Tratadas térmicamente con precaución para mantener su integridad. Algunas son homogeneizadas con recirculación, otras con alta presión.

Pesto y cremas
Procesados con cortadoras (cutters) para una textura adecuada. El pesto verdadero requiere un tratamiento sin homogeneización para conservar sus aceites naturales.
Sistemas espirales para pasteurizar, enfriar y congelar.
Nuestra gama de espirales es el resultado de una constante innovación tecnológica. Estas máquinas han sido enteramente concebidas y diseñadas para satisfacer las necesidades de un mercado cada vez más exigente que requiere calidad y fiabilidad constantes. Gracias a nuestro know-how y a nuestra sólida experiencia en el campo de las tecnologías, creamos sistemas completos y personalizados adecuados para el tratamiento de cualquier producto alimenticio. Hemos mejorado nuestras máquinas a lo largo del tiempo para lograr una fiabilidad superior al 99%, convirtiéndonos en el líder mundial en el diseño y la fabricación de sistemas espirales para pasteurizar, enfriar y congelar productos envasados en recipientes flexibles. Para maximizar el uso del espacio, hemos estudiado soluciones verticales, capaces de garantizar un alto rendimiento con unas dimensiones totales mínimas

Sistemas espirales de agua
La solución más eficiente para el tratamiento térmico de envases grandes. Esta tecnología está diseñada para optimizar los recursos, garantizando un bajo consumo de agua, alta eficiencia térmica, tamaño reducido en planta y más del 99% de fiabilidad operativa, ideal para líneas industriales de gran rendimiento.

Sistemas espirales de aire
Perfectos para productos sin envasar o para paquetes pequeños. Estos sistemas permiten pasteurizar o enfriar sin el uso de agua, ofreciendo una solución higiénica y precisa en contextos donde el contacto con líquidos no es viable. También son ideales para procesos sensibles con control térmico preciso.
Máquinas
Fenco ofrece una completa línea de maquinaria para la industria alimentaria, destacándose por su tecnología avanzada y adaptabilidad. Sus sistemas asépticos permiten procesar productos líquidos, con sólidos en suspensión o delicados como salsas y lácteos, mientras que las llenadoras asépticas manejan desde bolsas pequeñas hasta tambores industriales con alta precisión. Los evaporadores, diseñados para frutas, tomate, leche y productos viscosos, alcanzan capacidades de hasta 70.000 l/h. La innovadora EASYCUBE porciona, corta y congela productos de hoja o mezclas densas, adaptándose a múltiples formulaciones. Las despulpadoras-acabadoras separan impurezas para obtener jugos y purés refinados con producciones de hasta 60 t/h. Los secadores para bolsas eliminan casi por completo la humedad de pouches tras procesos térmicos, mientras que los túneles de pasteurización aseguran el tratamiento térmico uniforme de envases rígidos como vidrio, plástico o hojalata. Cada solución está pensada para maximizar eficiencia, calidad y seguridad en el procesamiento de alimentos.

Sistemas Asépticos
Procesa productos líquidos, con sólidos o delicados como lácteos, con eficiencia aséptica total.

Llenadoras Asépticas
Versiones para bolsas pequeñas y grandes, adaptadas a cualquier escala de producción.

Evaporadores
Hasta 70.000 l/h de capacidad, para frutas, leche, tomate y productos viscosos.

EASYCUBE
Porciona, corta y congela vegetales, mezclas densas o productos listos para cocinar.
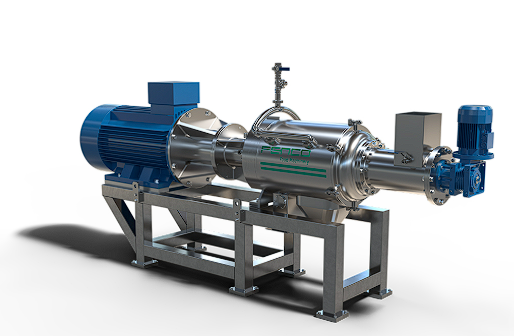
Despulpadoras-acabadoras
Separación eficaz de semillas, pieles y tallos. Hasta 60 t/h de producción.
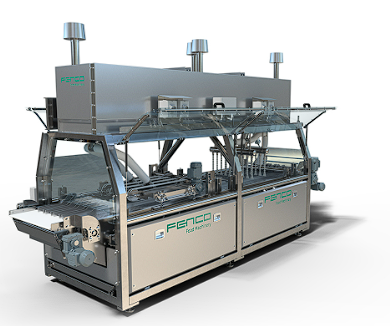
Secadores para bolsas
Secado preciso de pouches hasta 0.5 g de humedad, hasta 480 bolsas/min.
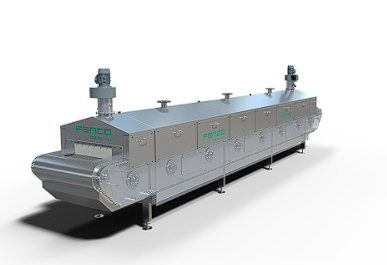
Túneles de pasteurización
Para envases de vidrio, hojalata o plástico. Control térmico total en línea.
Este video de Fenco Food Machinery muestra una planta de fabricación con dos grandes pasteurizadoras y enfriadoras. El equipamiento incluye dos pasteurizadoras-enfriadoras de placas con una capacidad de 12.000 litros por hora cada una, un sistema de precalentamiento, desaireador y enfriamiento.
Presentamos nuestro evaporador de bobina rotativa, también conocido como concentrador al vacío, una solución de vanguardia para su cocina industrial. Diseñado y fabricado por Fenco Food Machinery, este equipo se compone de grandes tanques cilíndricos de acero inoxidable, una extensa red de tuberías, bombas eléctricas en la base y un avanzado sistema de válvulas.